El nozzle es la última parte de la impresora que nos separa de la pieza que estamos creando. Es la punta por la que sale el plástico derretido. La regla es sencilla, a mayor diametro del agujero del nozzle, mayor velocidad y menor calidad.
La gran mayoría de impresoras monta un nozzle de 0,40. Esta medida nos ofrece un buen compromiso entre calidad y tiempo de ejecución. Yo, hasta ahora, la gran mayoría de impresiones las he hecho con 0,40, pero me apetecía probar un nozzle menor de forma intensiva, y sobre todo, aclarar la relación entre la calidad y el tiempo.
En mi máquina monto un fusor de E3D, en concreto una mezcla de piezas entre la v5 y la v6. Ellos venden Nozzles que empiezan en 0,25 y terminan en 0,80. Por defecto, con cada kit mandan el 0,40 y, de forma adicional, puedes pedir otras medidas. Mi decisión fue el 0,30 por saltar dos pasos desde el 0,40 y no acercarme demasiado a los límites. También es cierto que trato de no imprimir por encima del 75% de la capacidad del nozzle, con lo que un 0,25 me complicaría mucho las impresiones a 0,20 de altura de capa*
* La Calidad de la impresión se trabaja en alturas de capa, una altura de 0,10 son 10 capas por milímetro, 0,20 serán 5. El nozzle nos va a definir mejor o peor estas capas, según su diámetro.
Una vez pedido y montado el 0,30, me decidí por el modelo de Groot en Thingiverse, el personaje árbol de Guardianes de la Galaxia, por tener muchos detalles y relieves.
 La figura resultante ha medido unos 10 centímetros de alto, y he usado una altura de capa de 0,10 mm. El tiempo empleado ha sido de 14 horas y 50 minutos y el material PLA barato, con mucho brillo.
La figura resultante ha medido unos 10 centímetros de alto, y he usado una altura de capa de 0,10 mm. El tiempo empleado ha sido de 14 horas y 50 minutos y el material PLA barato, con mucho brillo.
El Software de impresión me daba un tiempo de ejecución de 11,7 horas (11 horas y 42 minutos), con lo que, de la estimación a la realidad, la deferencia ha sido de un 26% más, aproximadamente.
¿Cuánto habría tardado esta misma impresión con un Nozzle de 0,40 y la misma altura de capa (0,10)?
Tenemos que imagina el nozzle como un lápiz afilado y un lápiz sin afilar, con el afilado tardaremos más en hacer un relleno, pero contamos con una mayor precisión a la hora de hacer los trazos.
La estimación de la misma figura, para 0,10 de capa, pero con nozzle de 0,40, habrá sido de 9,3 horas. Aplicamos la desviación del 26% y nos da 11,71, lo cual son 11 horas y 45 minutos. Por tanto, se puede concluir que para la impresión del Groot hemos tardado unas 3 horas más usando un nozzle de 0,30.
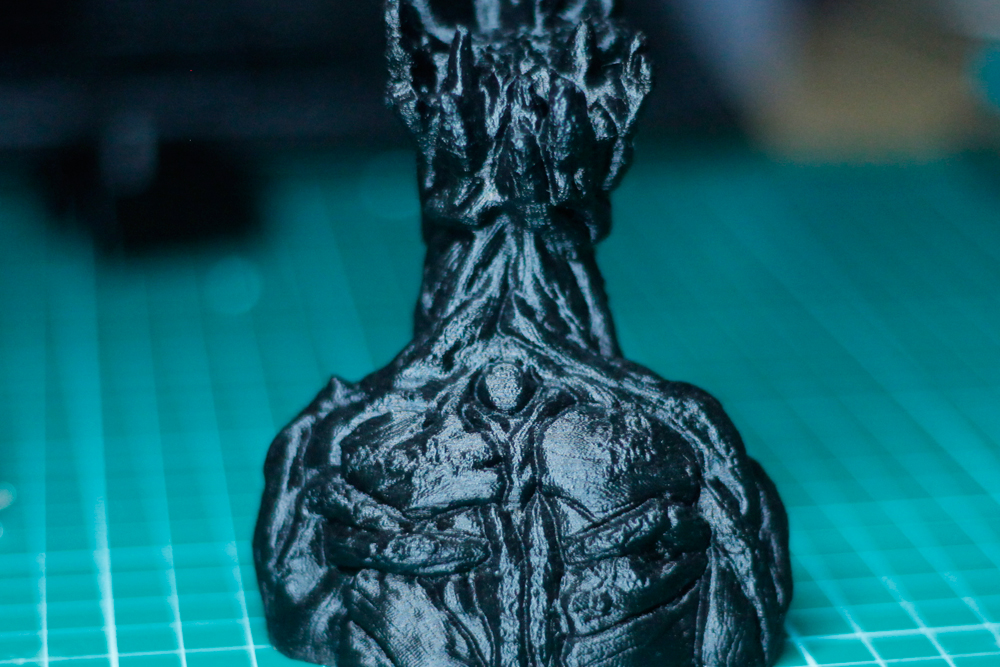
Y, realmente, ¿Se nota mucho el cambio de calidad con el nozzle de 0,30?. Sí, se nota. Si merece la pena es otra historia, ya entra dentro de la valoración de cada uno, pero la figura sale mucho más definida.
Se siguen notando las capas, lógicamente, pero si os fijais en las fotos, se ve que la resolución de los detalles es muy alta para una impresora de deposición de plástico. Para personas que hagan figuras, joyas, o cualquier tipo de impresión con detalle puede ser un cambio a tener en cuenta. A mi, particularmente, no me importan esas 3 horas de más en una impresión tan larga.
¿Y qué hay de imprimir a 0,20?
Pues ahí esta lo interesante del asunto, que 0,20 es una resolución que está muy bien (si la impresora está fina y bien calibrada) y los tiempos se acortan.
Para esta misma figura, los tiempos quedan así:
Nozzle 0,30 > Capa 0,20 > 4,7 horas estimadas > 5,92 horas reales
Nozzle 0,40 > Capa 0,20 > 3,86 horas estimadas > 4,86 horas reales
En este caso la diferencia es de 1,06 horas (1 hora y 4 minutos), y 0,20 de altura de capa, nos da una calidad muy óptima para muchas impresiones.
Por ejemplo, El Dragón Adalinda lo estoy imprimiendo a 0,20 de capa con el nozzle de 0,30 y está quedando muy bien. También hay que decir que ese PLA es bueno, y con un color mate muy llamativo.

…. 10 horas y 20 minutos…